ワイヤー加工
久々の更新です。結構前回から時間がたってしまいました・・・
今回はG社よりカーボンのアスペックシール10A用2分割加工の依頼があり加工することになりました。
全然どういったものか知識もなくただ、炭?、バイクのマフラーや車の内装のデザイン等に使われている軽量な素材で最近では飛行機に使われるようになったぐらいにしか思っていませんでした。
加工が出来るか確認のため加工機メーカーに確認したところ、条件表に加工データがあり加工出来るとのことでした。ただし鉄のように溶かしながら切断するのではなく繊維?粒子?を『破壊』『粉砕』しながら加工するとのことでした。
ということは寸法は狙いどうりいかないかもしれないと思い長めに一度加工して寸法チェック後、本加工に入ることにしました。
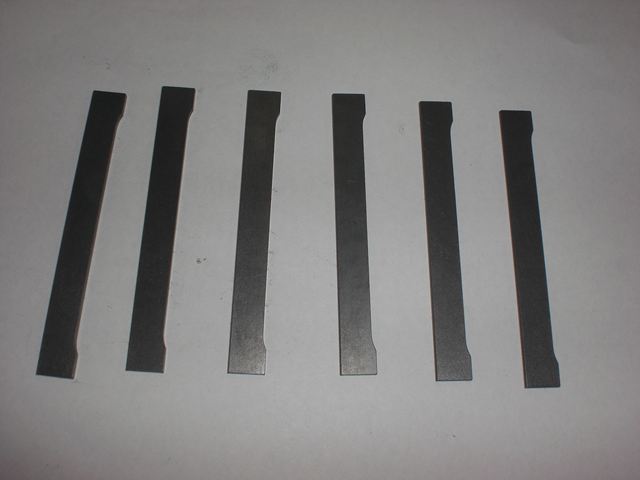
現物は下の写真の物です。
値段はわかりませんがG社曰く、海外製でかなりお高いものらしいです。普通のシールは1枚3~4000円らしくそれでも大きさの割りにするなぁ~と思うんですが。いったいいくらなのか・・・
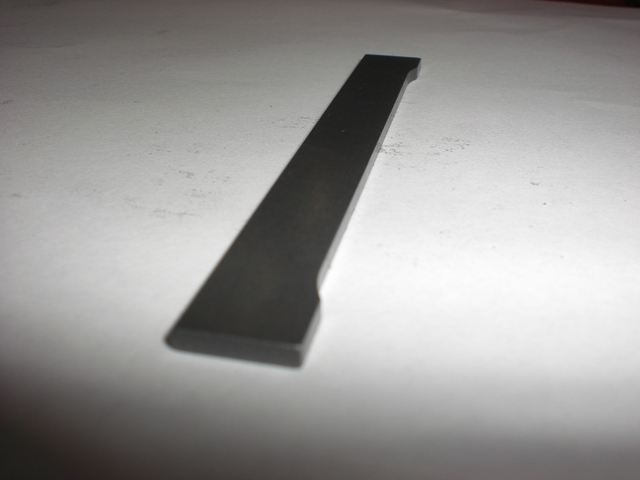
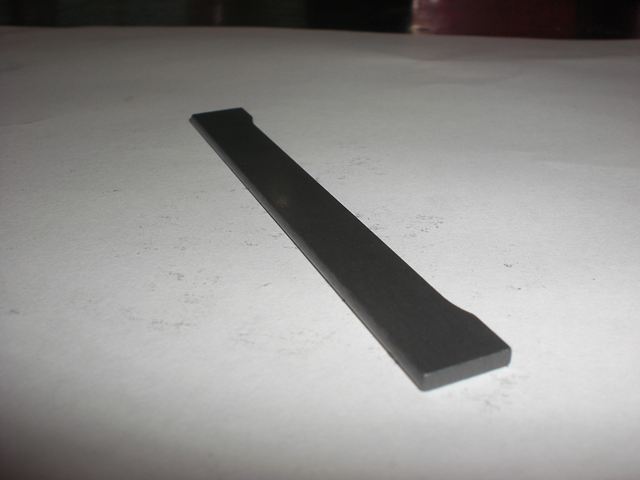 純正品は2分割になっているんですがカーボンシールは1枚板でした。
純正品は2分割になっているんですがカーボンシールは1枚板でした。
厚みは純正品とほぼ同じですが、形状は内側になる方はちがいました。
いつものごとく下のような形状の物に加工しました。加工条件は1stカットしかなかったので1回カットのみとなりましたが加工速度は金属より落ちるようでした。
加工面は金属とは違いざらざらした感じの仕上がりになりました。

加工は無事完了しましたが使う場所が場所だけにカーボンで大丈夫なのか心配になります。
![]()
![]()
![]()
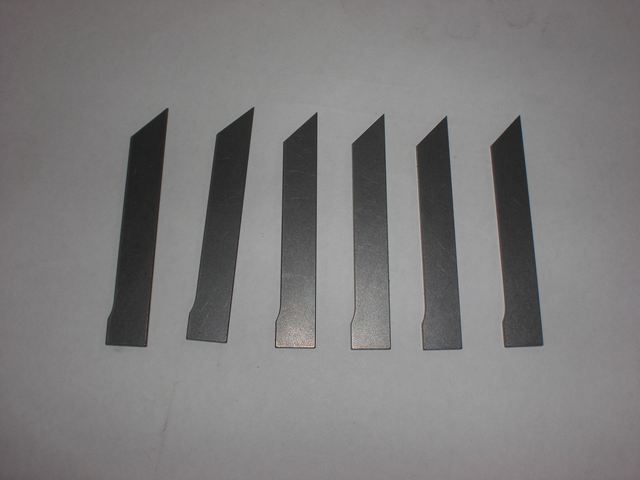
すでに写真では型にひっついていますが、加工内容はパンチ幅に切削後インナーRエンドミルにて曲げ部を加工、焼入れ後WIREにて切断し完成です。
加工時間はかかりましたが加工終了で部品完成というのが部品の手離れが良くていいですね。



 |
| 切曲げパンチ 製作 |

当社最大の加工範囲のEU64.
加工範囲は600×400, その範囲を超える製品が来た時どうするか・・・
以前はLDM50という機械があり ドブ漬けでは無くフラッシング加工という加工方法でワークテーブルや機械からはみ出しても加工出来たもんでした。ので加工範囲を超えても、加工槽に入らなくても問題なしでした。
が、2010年6月に部品取りという形で売却・・・
ということで現状ある機械で加工となります。
以前メーカーにEU64にてフラッシング加工が出来るか問い合わせてあり設定の変更で加工可能とのことでデーターも頂いていたので今回テストがてら加工してみることにしました。
パラメーターの変更と加工条件の変更が必要で断線無く加工できるよう条件を変更するのに少々時間掛かりましたが板圧23ミリの時
ドブ漬け加工時加工速度4.2~4.3
フラッシング加工時加工速度2.7~2.8と65%ダウンで加工できました。もう少し条件を詰めたら速度も上がりそうな気がします。




今回製品寸法691×225、型加工部プレート寸法770×320と加工範囲からはみでており上の写真の格好で加工しました。
今回試作品の加工をすることになりました、久ぶりに本業の記事です。
板厚0.5ミリの鉄板を40枚かさねて表裏を5ミリ鉄板でサンドイッチし溶接でくっつけたものを持って来ていただき、その材料に穴をあけてWIREで加工しました。
大きさは外形Φ22で図面は5種類で中の形状が少しずつ違うようです。写真では2種類しか出していません・・・





外周と中の形状との間が0.2しかないですが特に加工に影響もありませんでした。当初は中の形状は切取を予定していましたが断線で進まなかったのでコアレス加工にて全て溶かしました。大きさによっては断線を考えると有効だと思いました。
 6月ごろから忙しくずーっと更新することが出来ずいましたが、写真にてネタは少しばかり押えていました。
6月ごろから忙しくずーっと更新することが出来ずいましたが、写真にてネタは少しばかり押えていました。
また暇な谷間に入ったのでしばらくは更新できそうです(いつまでつづくのかは未定・・・)。
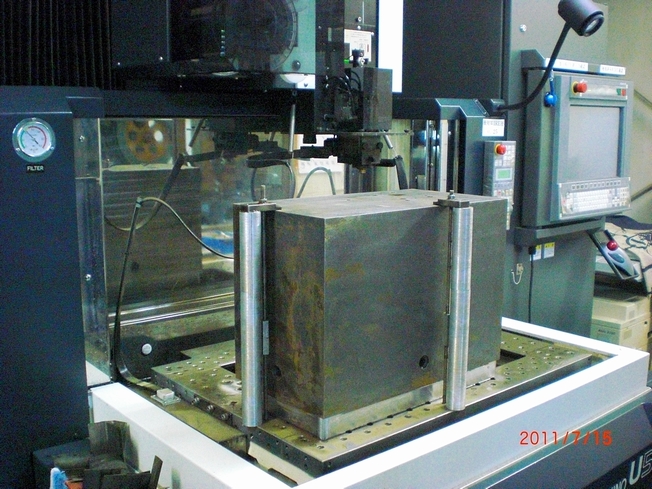
画像にもあるように7月15日に加工したものです。 とあるプラ型屋さんからの依頼で加工したものですが見ての通り鉄の塊、推定400キロ?です。 2ヶ月くらい前なので細かい数字はご愛嬌ってことでお願いします。
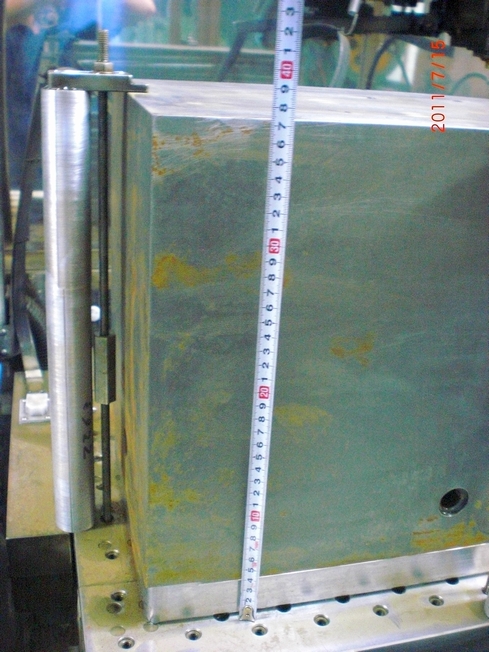
機械は400ぐらいまで加工することが出来ますが、セットに必要な治具(ボルト、ブロック)があまり揃ってないためアルミの丸棒を寸法に仕上げ、スタッドボルトをカップリングナットでつなぎクランプしました。
指示どうり平行、芯出しををして水槽を上昇させると身長180センチの自分がギリギリ見えるような状態まで水槽の高さを上げないと加工出来ない状態になりました。

加工内容は35×27の長方形の四隅にR8のついた穴を加工ってものでしたが厚みが厚いだけに加工時間は18時間ほどかかりました。





